|
|
|
|
|
微球辅助高光谱成像:半导体器件的超分辨、非破坏性测量 |
|
|
导读
在半导体行业中,检测和筛选缺陷对于提高半导体器件的良品率至关重要,因此合适的半导体器件检测技术是半导体行业发展所不可或缺的。光谱分析技术能够实现高效快速的、非破坏性的测量,因此在半导体检测领域得到了广泛的应用,是半导体检测的关键技术。
光谱分析技术有多种技术方案,其中具有代表性的两种技术方案分别是椭圆偏振光谱测量(spectroscopic ellipsometry)和光谱反射测量(spectroscopic reflectometry),能够测量复杂三维结构的厚度和临界尺寸(critical dimension)。随着半导体器件尺寸不断减小以及结构变得更加复杂,半导体器件的非破坏性测量和检测技术也面临着重大挑战。传统的测量方案一般采用椭圆偏振光谱测量技术来测量尺寸大于40 μm×40 μm的元件组(test element group,TEG)区域。由于半导体器件尺寸不断减小,因此用于测量的照明光斑尺寸也需要减小,这限制了传统测量技术的应用效果。
为了进一步提高测量半导体器件的测量精度,学界和业界近年来提出了微球辅助超分辨率成像技术。该技术能够在克服衍射极限的同时增强光学系统放大倍率,这一效果的成因之一可能是光子纳米喷射效应的存在,即在微球的阴影侧的能量集中点能够将倏逝波转换为传播波,从而在虚拟成像平面内产生超分辨率图像。如果能够将微球超分辨技术与光学系统结合起来,实现精度更高的半导体测量技术,将极大的提高半导体器件的制造精度和良品率,对半导体行业发展具有重要意义。
近日,韩国三星电子公司的Kwangrak Kim团队提出了微球辅助的高光谱成像系统,实现了14.4 nm的测量光斑尺寸,在5.6 μm×5.6 μm的视场内实现了66 nm的光学分辨率,该系统有效地打破了衍射极限,显著提高了系统的放大倍数。该成果发表在《Light: Science & Applications》,题为“Microsphere-assisted hyperspectral imaging: super-resolution, non-destructive metrology for semiconductor devices”。
创新亮点
1、微球辅助的高光谱成像系统(Microsphere-Assisted Hyperspectral Imaging, MAHSI)
该团队设计的微球辅助的高光谱成像系统如图1(a)所示,激光驱动光源(Laser-Driven Light Source,LDLS)作为宽带光源,灵活的波长选择器(Flexible Wavelength Selector,FWS)用于选择入射光波长,孔径光阑可以调整光束到附有微球的物镜的入射角。来自样品的反射光被分开并引导到相机和光谱仪中。在高光谱成像过程中,相机按顺序捕获单色波长的图像,通过对每个图像的强度进行插值来获得每个像素的光谱反射率。

图1、微球辅助的高光谱成像系统示意图。(a)基于传统显微镜的MAHSI系统示意图;(b)在高光谱成像过程中,相机按顺序捕获单色波长的图像,通过对每个图像的强度进行插值来获得每个像素的光谱反射率;(c)MAHSI系统的整个设施以及内部光学器件和模块的照片。
2、微球扫描干涉方法(Microsphere scanning interferogram, MSI)
MAHSI成像系统的工作距离约为100 nm至200 nm,远小于微球的直径(约为30 μm),这导致微球和待测样品之间的空气间隙很薄,该间隙在光轴周围形成局部薄膜,当物镜与样品之间的距离发生变化时,测量的反射光谱中就会出现干涉条纹状图案(图2(a))。因此,需要将距离作为MAHSI成像系统测量模型中的关键参数,为此,研究团队提出了微球扫描干涉方法来精确测量距离并分析反射光谱。该方法依次测量物镜不同垂直位置的反射光谱,并利用模型拟合的方式来确定微球和样品之间的绝对距离。

图2、测量物镜和样品之间的距离。(a)相对于物镜垂直位置的光谱强度;(b)特定位置处的干涉节点,由附有微球的物镜的两个相邻位置之间的光谱差表示;(c)对干扰节点数据进行线性拟合以确定微球与样品之间的绝对距离。
3、半导体器件成像
研究团队分别用传统显微镜,MAHSI成像系统以及扫描电子显微镜对动态随机访问存储设备(DRAM)的字线驱动器(SWD)部分进行了成像,结果如图3所示。成像结果说明传统显微镜受限于衍射极限无法对临界尺寸进行清晰成像,而MAHSI成像系统则清晰地解析了66 nm的临界尺寸。
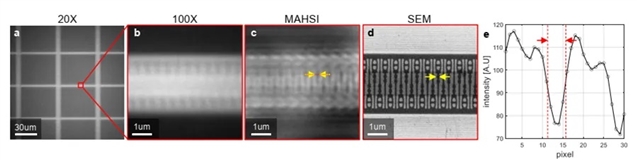
图3、DRAM器件的SWD成像结果。(a)DRAM器件的20倍显微成像,显示了器件单元和SWD区域;(b)传统显微镜的100倍成像效果;(c)MAHSI系统的成像结果;(d)SEM成像结果。黄色箭头标出了66nm的临界尺寸;(e)MAHSI系统成像结果中红色虚线部分的强度谱,包含了66nm的临界尺寸。
进一步,研究团队还利用MAHSI系统对半导体器件中单元模块的均匀性进行了检测。图4(a,d)展示了研究团队利用MAHSI成像系统对两个处于不同制造阶段的DRAM器件单元所实现的成像结果。图4(b,e)展示了MAHSI系统在细胞块的外围区域根据400至790 nm波长范围内的光谱数据集计算的主成分分析(principle component analysis,PCA)图,从中可以看出,器件单元的中心均匀性很好,而在边缘则具有明显的不均匀性。这一结果验证了MAHSI成像系统在半导体器件制造过程中用于半导体器件结构检验的可行性。

图4、用MAHSI成像系统对两个处于不同制造阶段的DRAM器件进行成像的结果。(a)由 MAHSI 系统捕获的 640 nm 波长处的DRAM 单元块的单色图像;(b)由 MAHSI 系统在单元块的外围区域(黄色框区域)绘制的PCA图像;(c)光谱偏移结果。蓝色和红色的线以及周围轮廓分别对应于主成分1值(principle component 1,pc1)的上下10%的光谱的平均值和偏差范围,绿色区域表示其它光谱。(d-f)是与(a-c)不同的制造阶段的DRAM器件的成像结果;(d)为MAHSI成像系统捕获的单色图像;(e)为PCA图像;(f)为光谱偏移结果。
总结与展望
未来研究需要进一步提高成像系统的成像精度以更好地适应半导体器件精细测量的需求。微球辅助的成像系统在未来的大规模应用,有利于半导体制造行业在更微小的尺度上控制器件结构,从而进一步提升半导体器件的效果,为基于半导体器件的众多相关领域带来助力。(来源:LightScienceApplications微信公众号)
相关论文信息:https://doi.org/10.1038/s41377-024-01469-3
特别声明:本文转载仅仅是出于传播信息的需要,并不意味着代表本网站观点或证实其内容的真实性;如其他媒体、网站或个人从本网站转载使用,须保留本网站注明的“来源”,并自负版权等法律责任;作者如果不希望被转载或者联系转载稿费等事宜,请与我们接洽。