在航天领域,火箭贮箱箱底被誉为箭体结构的“皇冠”。它承受内压、轴压、振动和冲击等复杂载荷的联合作用,是关系火箭整体可靠性的核心关键构件。然而,这个形似“大锅盖”的椭球型封头,直径可达数米,壁厚却仅有几毫米,制造难度极大。航天领域因此流传着一句话:“星等箭、箭等箱、箱等底”——卫星的发射要等火箭,火箭的生产要等贮箱,而贮箱的制造速度,往往卡在箱底这道“关卡”上。
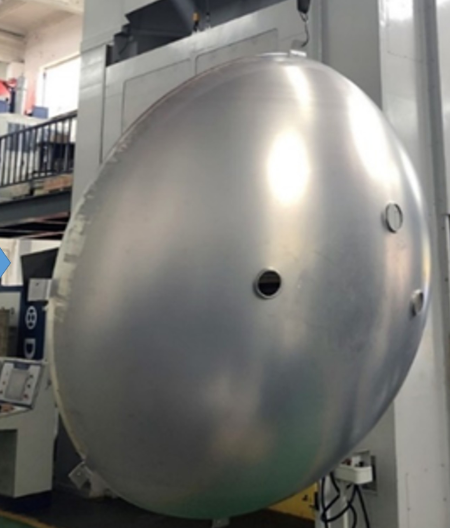
2026年5月18日,天津哈工永兴科技有限公司的生产现场迎来关键时刻:一张直径2.25米、厚度仅4毫米的铝合金薄板,在超低温成形设备中一次成形,变成了一件表面光滑、无焊缝、无需机械加工即可直接装机的“光板”整体箱底。这标志着我国火箭结构制造关键技术实现跨越式发展,形成了国际领先的第三代箱底整体制造技术。
其中“从0到1”的技术突围,来自大连理工大学高性能精密成形团队自2018年以来的持续攻坚。“一路走来,过程并不轻松。我们接连遇到不少技术难题,但从没想过放弃。”超低温成形方向负责人、大连理工大学研究员凡晓波感慨道:“我们研究的技术对接航天装备,这份工作本身就带着沉甸甸的责任。航天事业向来要求脚踏实地,迎难而上。”
“光板”整体箱底。受访者供图
“反常发现”开辟第三大类技术
铝合金是运载火箭、飞机、卫星和空间站等高端装备的主体结构材料,在火箭结构质量中占比约80%,在民用飞机中占比达50%以上。新一代装备对轻量化、高可靠、长寿命的要求大幅提升,迫切需求采用整体结构薄壁件代替多块分体拼焊结构。
但这类铝合金薄壁整体构件偏偏“又大又薄”——以火箭贮箱箱底为例,2米级箱底壁厚仅4毫米、5米级箱底壁厚不到10毫米。厚度与直径之比远小于皱纹形成的极限值,一直是困扰产业界的国际难题。
“铝合金塑性低、硬化能力弱,整体成形时易发生开裂,如果强行增加工艺措施,反而会加剧开裂缺陷。”团队成员陈险烁博士介绍。现役火箭箱底制造工艺大多是把箱底分成瓜瓣与顶盖分别成形再组焊,大量焊缝不仅削弱可靠性,更使工序繁冗、周期漫长,成为制约火箭发射效率的“卡点”环节。
为避开薄板起皱难题,美国NASA和欧空局一度采用将几十毫米的大厚板先热旋制坯,再一点一点铣削到几毫米厚的方法。然而这种“先厚后薄”的减法加工,要削去90%的材料,既费料、费时,又极易切穿报废,难以实现低成本高效制造。
“我们团队在苑世剑院士的带领下,一直围绕铝合金薄壁结构整体成形难题进行研究。”凡晓波说。而他们的突破口,来自一个“反常态”的科学发现。
长期以来,金属薄壁曲面件的成形只有冷成形(常温)和热成形(高温)两大技术路径。传统认知中,金属在深冷环境下会变得又硬又脆,即所谓的“冷脆”现象——这通常被视为有害特性。
然而,团队在对服役态铝合金进行低温力学性能测试时,意外发现材料变硬的同时竟没有变脆。更令人振奋的是,进一步测试成形态铝合金后,一个梦寐以求的结果浮现:铝合金在超低温条件下,延伸率和硬化指数同步提升——这便是独特的“双增效应”。
“确认这一反常现象的那一刻,我们激动不已,”凡晓波回忆道,“这简直是成形领域梦寐以求的优异性能。”薄壁曲面件成形的核心机制,正是依靠硬化能力来调控变形分布、保证壁厚均匀性。超低温下,铝合金的塑性和硬化同时增强,硬化应力大幅提高,能够有效增大径向拉应力、削减导致起皱的环向压应力,从而一举破解了起皱和开裂并存的死结。
随着研究深入,团队发现“双增效应”并非在所有低温下都恒定存在,而是存在一个临界转变温度——只有冷却到特定程度,性能提升才会显著。不同牌号、不同热处理状态的铝合金,低温成形性能的提升幅度也各有差异。其凝练的超低温“双增效应”物理机制科学问题入选了2021年中国科协十大前沿科学问题。
正是基于铝合金超低温“双增效应”这一反常现象,团队提出了超低温成形技术原理,并通过调控应力场、优化变形路径,解决了大型超薄壳体起皱的国际性难题。“这是一项原创技术,”凡晓波表示,“我们利用铝合金超低温下延伸率与硬化指数同步提升的新现象,发明了国际领先的超低温成形技术,实现了成形技术‘跨越’。”
历经多年“理论—工艺—装备—应用”一体化创新,这项技术已逐步发展成与现有冷成形、热成形并列的第三大类成形制造技术,为中国航天注入了强劲的“中国底气”。
从方案蓝图到“腾空火箭”
原理验证之后,真正的挑战才刚刚开始。
航天一院型号团队早就提出了“光板”整体箱底的设计方案——无焊缝、无加强区,成形后不再加工直接使用。然而,受制于制造技术,这一方案始终无法落地。
“我们团队与航天一院设计制造团队有深入密切的合作,对于火箭制造过程中的技术卡点,我们也保持着长期的交流。”团队成员杨光博士介绍。从通过超低温成形新技术实现整体箱底成形,到真正在型号上使用,要经过非常苛刻的验证评审。
超低温成形作为一项新技术,合作团队起初并不了解,导致合作中技术与型号分工的边界有时候并不清楚。通过多轮的型号迭代和工艺验证,大连理工大学团队深度参与设计,让合作团队也充分了解技术的特点,最终实现了设计制造与型号应用的一体化融合。
2025年9月9日,搭载团队技术产品的CZ-7A遥十四火箭成功发射。本发火箭首次采用超低温成形工艺直接制造出“光板”超薄整体结构箱底。该箱底成形后无需机械加工即可投入使用,极大地提升了生产效率,显著降低了生产成本。
“发射当天我就在现场,看着CZ-7A遥十四火箭腾空而起,内心满是激动与自豪,”凡晓波回忆道,“数年钻研的技术产品成功应用于航天任务,是日夜攻坚最好的回报。”
CZ-7A遥十四火箭。受访者供图
“双轮驱动”推动稳定批产
超低温成形技术成功应用于运载火箭的同时,团队也在积极推动超薄整体结构箱底的稳定批产。而在其中,超低温冷却控制是最核心的难题,要确保变形区板坯始终在临界转变温度以下,才能实现精准控温。
团队深入调研,辗转杭州、成都等地考察。经过长期技术攻关与实验验证,先后突破超低温介质传输与温度精确控制、超低温度与力—位移协同控制等关键技术,成功研发出世界首台薄壁构件超低温成形设备。
“这台设备突破了大体积液氮介质快速传输与精确控温,以及超低温度、压力、位移多个参量的协调加载控制技术,可以让零下196℃的液氮‘听懂指令’,从而实现大型构件的稳定制造。”团队成员关阳博士介绍。
技术有了,设备有了,但产业化需要更大的舞台。学校团队手握国际原创技术和人才优势,却受限于场地和重型装备投入,难以独立推进产业化;而中小企业有资金和管理能力,技术积累却相对薄弱。为此,团队构建了“高校技术+企业资本”双轮驱动的深度融合模式——团队输出工艺、装备、应用全套技术,由企业出资并负责运营管理。大连理工大学与天津永兴科技有限公司携手,在天津蓟州经济开发区建成4米级整体箱底专业化制造生产线。
2026年5月18日,首批“光板”整体箱底成功批产下线。这是国际上首次采用与构件等厚的超薄板直接制造出“光板”整体结构箱底,省去了瓜瓣拉深、化铣、组焊等多道工序,可像“烙饼”式地逐个成形,工期缩短90%,材料利用率提升至85%以上,年产能超1000件,可满足100多发火箭的配套需求。
相比第一代“厚板旋压制坯+数控加工”技术,产能和成本优势显著;相比第二代充液成形技术,设备与模具投入大幅减少。这标志着我国火箭结构制造关键技术实现跨越式发展,形成了国际领先的第三代箱底整体制造技术。
“这一合作模式是从‘项目合作’向‘战略协同’的转变,”凡晓波总结道。“高校原始创新可落地转化,企业有利润生存、持续投入,再通过平台共建、人才共育、技术共攻、成果共享等措施,打造技术密集型的创新高地,促进新质生产力长远稳定发展。”
面向未来,团队将聚焦重复使用火箭的更高要求,向直径5米以上、强度1000MPa以上的更大尺寸、更高性能箭体结构低成本高效制造发起冲击,将超低温成形技术锻造为国际领先的箭体结构整体制造技术,全力推动我国火箭实现规模化、高效化、低成本制造。
从一块4毫米的薄板,到一枚腾空而起的火箭;从实验室的“冷板凳”,到商业航天的“热战场”。大连理工大学高性能精密成形团队用近十年的坚守,将一个“反常现象”变成了国之重器的核心支撑。正如凡晓波所言:“能把研究成果应用到大国航天工程之中,是肩头的责任,更是时代赋予的使命。我们将继续脚踏实地钻研技术、攻克难题,以专业能力助力我国航天事业稳步向前,在中国式现代化征程上建功立业。”
版权声明:凡本网注明“来源:中国科学报、科学网、科学新闻杂志”的所有作品,网站转载,请在正文上方注明来源和作者,且不得对内容作实质性改动;微信公众号、头条号等新媒体平台,转载请联系授权。邮箱:shouquan@stimes.cn。